 商标分类
商标分类  商标转让
商标转让 
全自动高速焊耳线机的制作方法
 2021-02-23 17:02:24|
2021-02-23 17:02:24| 210|
210| 起点商标网
起点商标网
[0001]
本实用新型涉及焊耳线机技术领域,尤其涉及全自动高速焊耳线机。
背景技术:
[0002]
传统焊耳线机的拉耳线机构和夹耳线机构均是由气缸驱动机构组成,其工作的稳定性和精准性、速度都会因为气动的因素而受影响。且工作速度较慢,搭载口罩机本体机时需要两组焊耳线机才可配合本体机速度。为此,本实用新型提出了全自动高速焊耳线机。
技术实现要素:
[0003]
本实用新型的目的是为了解决现有技术中焊耳线机的拉耳线机构和夹耳线机构均是由气缸驱动机构组成,其工作的稳定性和精准性、速度都会因为气动的因素而受影响的问题,而提出的全自动高速焊耳线机。
[0004]
为了实现上述目的,本实用新型采用了如下技术方案:
[0005]
全自动高速焊耳线机,包括机架、步进输送机构、下料输送带、伺服夹耳线机构、伺服拉耳线机构、耳线端压紧升降机构、耳线卷放置机构、口罩码垛机构、超声波熔波机构和控制电箱,所述步进输送机构横向设置于机架的顶部,所述机架的顶部且位于步进输送机构的上方固定设有固定架,且伺服夹耳线机构、伺服拉耳线机构、耳线端压紧升降机构、耳线卷放置机构均设置于固定架上,所述口罩码垛机构固定设置于机架的顶部且位于步进输送机构的末端,所述下料输送带固定设置于机架的侧壁且位于口罩码垛机构的位置对应处,所述控制电箱固定设置于机架的侧壁上。
[0006]
优选的,所述伺服夹耳线机构包括升降电机、耳线夹伺服电机、耳线夹子和耳线挡板。
[0007]
优选的,所述伺服拉耳线机构包括伺服直线电机、拉耳线夹子、气动剪刀安装座和耳线出口气缸。
[0008]
优选的,所述耳线端压紧升降机构包括升降气缸和耳线端压紧柱,所述耳线端压紧柱固定设置于升降气缸的活塞杆末端。
[0009]
优选的,所述口罩码垛机构包括下压气缸、码垛电机和输送皮带,所述输送皮带通过码垛电机驱动传动。
[0010]
优选的,所述耳线卷放置机构的顶部设置有耳线卷放置杆。
[0011]
与现有技术相比,本实用新型提供了全自动高速焊耳线机,具备以下有益效果:
[0012]
1、该饭盒生产用批量式高效喷码机,通过设有的伺服夹耳线机构,当口罩停留在焊接位置时,对立的两个耳线夹子在耳线夹伺服电机驱动下旋转成一字型,将拉耳线机构的耳线两端夹住。
[0013]
2、该饭盒生产用批量式高效喷码机,通过设有的伺服拉耳线机构,当口罩停留在焊接位置时,伺服直线电机驱动拉耳线夹子往前运动夹住耳线出口处的耳线往回运动一定距离,然后气动剪刀将耳线剪断,完成此机构的工序。
[0014]
3、该饭盒生产用批量式高效喷码机,通过设有的耳线端压紧升降机构,当耳线放置在口罩上时,耳线压紧柱随升降气缸上下运动,下降时压紧耳线与口罩焊接处。
[0015]
4、该饭盒生产用批量式高效喷码机,通过设有的口罩码垛机构,制做好的口罩通过输送线至码垛机构的输送皮带上,码垛电机驱动送皮带运动,将口罩传送至下料口处,下压气缸将口罩压下到下料输送带上,待口罩码垛机构上的计数传感器,计数10个/组,完成一次码垛动作。
[0016]
该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现,本实用新型比传统一带二口罩机减少占地空间,节约生产成本,生产效率高,稳定性能高,精确度高。
附图说明
[0017]
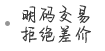
图1为本实用新型提出的全自动高速焊耳线机的结构示意图;
[0018]
图2为本实用新型提出的伺服夹耳线机构的结构示意图;
[0019]
图3为本实用新型提出的伺服拉耳线机构的结构示意图;
[0020]
图4为本实用新型提出的耳线端压紧升降机构的结构示意图;
[0021]
图5为本实用新型提出的口罩码垛机构的结构示意图。
[0022]
图中:1机架、2步进输送机构、3下料输送带、4伺服夹耳线机构、5伺服拉耳线机构、6耳线端压紧升降机构、7耳线卷放置机构、 8口罩码垛机构、9超声波熔波机构、10控制电箱、11升降电机、12 耳线夹伺服电机、13耳线夹子、14耳线挡板、15伺服直线电机、16 拉耳线夹子、17气动剪刀安装座、18耳线出口气缸、19升降气缸、20耳线端压紧柱、21下压气缸、22码垛电机、23输送皮带、24耳线卷放置杆。
具体实施方式
[0023]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
[0024]
在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0025]
参照图1-5,全自动高速焊耳线机,包括机架1、步进输送机构 2、下料输送带3、伺服夹耳线机构4、伺服拉耳线机构5、耳线端压紧升降机构6、耳线卷放置机构7、口罩码垛机构8、超声波熔波机构9和控制电箱10,步进输送机构2横向设置于机架1的顶部,机架1的顶部且位于步进输送机构2的上方固定设有固定架,且伺服夹耳线机构4、伺服拉耳线机构5、耳线端压紧升降机构6、耳线卷放置机构7均设置于固定架上,口罩码垛机构8固定设置于机架1的顶部且位于步进输送机构2的末端,下料输送带3固定设置于机架1的侧壁且位于口罩码垛机构8的位置对应处,控制电箱10固定设置于机架1的侧壁上。
[0026]
伺服夹耳线机构4包括升降电机11、耳线夹伺服电机12、耳线夹子13和耳线挡板14,当口罩停留在焊接位置时,对立的两个耳线夹子13在耳线夹伺服电机12驱动下旋转成一字型,将拉耳线机构的耳线两端夹住。
[0027]
伺服拉耳线机构5包括伺服直线电机15、拉耳线夹子16、气动剪刀安装座17和耳线出口气缸18,当口罩停留在焊接位置时,伺服直线电机15驱动拉耳线夹子16往前运动夹住耳线出口处的耳线往回运动一定距离,然后气动剪刀将耳线剪断,完成此机构的工序。
[0028]
耳线端压紧升降机构6包括升降气缸19和耳线端压紧柱20,耳线端压紧柱20固定设置于升降气缸19的活塞杆末端,当耳线放置在口罩上时,耳线压紧柱随升降气缸19上下运动,下降时压紧耳线与口罩焊接处。
[0029]
口罩码垛机构8包括下压气缸21、码垛电机22和输送皮带23,输送皮带23通过码垛电机22驱动传动,制做好的口罩通过输送线至口罩码垛机构8的输送皮带23上,码垛电机22驱动输送皮带运动,将口罩传送至下料口处,下压气缸21将口罩压下到下料输送带3上,待口罩码垛机构8上的计数传感器,计数10个/组,完成一次码垛动作。
[0030]
耳线卷放置机构7的顶部设置有耳线卷放置杆24,将耳线挂在放置处,顺着机构轨迹将耳线扯到耳线出口处,避免拉耳线过程中缠绕一团。
[0031]
本实用新型中,时候时,口罩载体工具以步进方式(1格/次) 前进至超声波熔波机构9,伺服拉耳线机构5的耳线夹子13将耳线从耳线卷放置机构7处夹出,再由伺服夹耳线机构4的四个耳线夹子13分别夹住耳线两端,气动剪刀剪断耳线,耳线两端夹子将耳线放置在口罩面上两端,随后耳线端压紧升降机构6下压,超声波熔接机构9工作,将耳线焊接于口罩上面;再经过口罩码垛机构8累计10 个/组,由下料输送带3带走,由此重复以上工序,其中伺服拉耳线机构55和伺服夹耳线机构4在传统机构上升级为伺服驱动装置,因为传统的拉耳线机构和夹耳线机构均是由气缸驱动机构组成,当气动不稳定的时会影响机器工作,而伺服驱动机构不会出现此现象,它可以稳定,精准,快速地完成耳线焊接工序。
[0032]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips