 商标分类
商标分类  商标转让
商标转让 
基于PLC控制系统的FRP筋材生产流水线及其工艺的制作方法
 2021-02-23 12:02:41|
2021-02-23 12:02:41| 271|
271| 起点商标网
起点商标网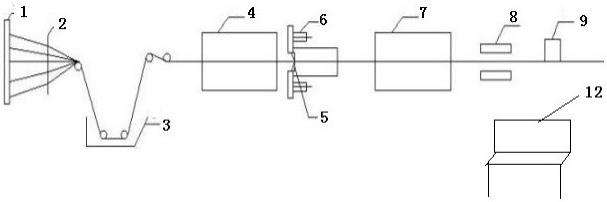
基于plc控制系统的frp筋材生产流水线及其工艺
技术领域
[0001]
本发明涉及复合材料成型技术,具体地说,是一种基于plc控制系统的frp筋材生产流水线及其工艺。
背景技术:
[0002]
frp复合材料是由纤维材料与基体材料(树脂)按一定的比例混合后形成的高性能型材料。质轻而硬,不导电,机械强度高,回收利用少,耐腐蚀。近年来,随着玻璃纤维材料的发展,玻璃纤维与热固性树脂的复合材料有着很好的前景。热固性树脂由于其耐温性高、受压不易变形、刚性大、硬度高、不易燃、制品尺寸稳定性好等优势,常用于制造增强塑料、泡沫塑料、各种电工用模塑料、浇铸制品等。目前的热固性复合材料成型工艺主要包括手糊成型工艺、模压成型工艺、层压成型工艺、缠绕成型工艺和拉挤成型工艺。其都是采用一定的方法将纤维和基体树脂混合,加热树脂使之固化成型,然后冷却定型得到复合材料。但是由于热固性树脂固化过程中需要加热,为达到较好的固化度,还需要保温一定的时候,固化时间长,固化过程中能耗高,污染大,生产效率低。并且随着能源问题和环境问题的日益严峻,人们迫切希望寻找一种新的低能耗、低污染的技术来缓解能源危机与环境污染。
[0003]
基于这种背景下,光固化技术引起了许多研究人员的注意。光固化反应通常为光引发剂吸收特定波长范围的光,引发单体或其组合物通过链式加成反应得到聚合物。在油墨、分子印刷、生物骨骼和组织工程材料、微芯片、光学树脂、粘土和金属纳米复合材料、液晶材料等领域得到广泛应用。与传统的热固化加工方式相比,这种固化方法的固化速度快、固化条件温和、光源引发无需溶剂且低能耗低污染,可大大缩短其成型时间,提高生产效率,为工厂化大规模生产带来巨大利益,并且光固化玻璃纤维增强复合材料的固化条件比较温和,为节能减排、环境保护带来很大优势。与传统的热固化装置相比,光固化装置更加简便所占空间更少,装置更加节能,装置的保护与维修也更方便。
[0004]
plc控制系统,programmable logic controller,可编程逻辑控制器,专为工业生产设计的一种数字运算操作的电子装置,它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
技术实现要素:
[0005]
本发明的目的在于提供一种低能耗、高效率、节能环保的基于plc控制系统的frp筋材生产流水线及其工艺。
[0006]
本发明采用的具体技术方案如下:一种基于plc控制系统的frp筋材生产流水线,包括纤维纱架、穿纱板、浸胶槽、光固化设备、成型模具、缠绕设备、牵引设备和切割设备组成,光固化设备采用两个,设定为第一光固化设备和第二光固化设备,第一光固化设备设置在浸胶槽和成型模具之间,第二光固化设备设置在成型模具和牵引设备之间,第一光固化设备与第二光固化设备皆采用紫外光
源,还包括控制台,控制台包括显示装置、操作装置和控制系统,该控制系统采用plc控制系统,控制台通过线路连接到浸胶槽和牵引设备,控制台连接到整个生产流水线的总控开关,浸胶槽底部设置有重力传感器,牵引设备设置有拉力传感器,重力传感器和拉力传感器连接到控制台,控制台还通过有线或者无线的方式连接到办公室监控系统或智能终端。
[0007]
在上述技术方案中,在流水线中设置有两个光固化设备,分别设置在玻璃纤维束成型前后,当玻璃纤维束还未通过成型模具中,浸渍有光敏树脂的玻璃纤维束之间处于分散的状态,这个时候使用光固化设备内的光源照射玻璃纤维束,使得玻璃纤维束上的光敏树脂得到充分的与光源接触的空间和时间,这样不但可以加快光固化速率,也使得光固化效果更加明显,尤其适用于大直径筋材材料的生产。
[0008]
同时,将传统的生产流水线与plc控制系统相结合,提高了生产效率,且不需要过多工人在车间里看着生产线生产,降低了人工成本。在本条生产线中,最重要的就是浸胶槽内的光敏树脂的添加和玻璃纤维束是否用完的问题,本技术方案中,在浸胶槽底部设置有重力传感器,重力传感器通过线路连接到控制台,可以随时向控制台汇报浸胶槽内的重力也就是光敏树脂的数量,当重力传感器的检测数值小于设定值则判定浸胶槽内需要添加光敏树脂;同理,牵引设备的拉力传感器用来检测frp筋材的多少,当拉力传感器检测的数据发生异常,异常值超过一定的设定范围,则判定frp筋材有问题,需要关停整个生产流水线,进行排查。控制台还通过有线或者无线的方式连接到办公室监控系统或智能终端,可以进行远程操作。
[0009]
本发明的进一步改进,浸胶槽内装有光敏树脂,该光敏树脂由由热固性树脂及光引发剂组成,光敏树脂中还加入1%-5%的紫外荧光粉中的一种或多种;紫外荧光粉为正磷酸钙荧光粉、焦磷酸锶荧光粉、镓酸镁荧光粉、硅酸锌荧光粉中的一种或多种混合,的热固性树脂为不饱和聚酯树脂、乙烯基树脂、环氧树脂或酚醛树脂,光引发剂为阳离子光引发剂。
[0010]
光敏树脂中还加入1%-5%的紫外荧光粉中的一种或多种,用于紫外光源照射的时候吸收紫外光能量,照射结束后,其吸收的紫外光能量能持续释放,达到更好的释放效果;同时,阳离子紫外引发剂和紫外荧光粉的搭配使用,浸胶后,缠绕之前进行光照,使光照能均匀分布在筋材内部,照射过程中引发阳离子引发剂的反应,并在荧光粉中储能,在停止光照后,反应仍能延续,使用这样的方法,可以使得单面紫外光照射能达到10mm-16mm的厚度。
[0011]
本发明的进一步改进,第一光固化设备采用金属材料制成的长方体箱体,该长方体箱体的内部上侧设置有与流水线生产方向垂直的若干波长在320nm-400nm之间的led紫外面光源,该长方体箱体的内部左侧、右侧和下侧三面采用镜面设置;第二光固化设备采用金属材料制成的长方体箱体,该长方体箱体的内部上侧设置有与流水线生产方向平行的若干波长在320nm-400nm之间的led紫外面光源,该长方体箱体的内部左侧、右侧和下侧三面采用镜面设置。
[0012]
传统汞光源存在功耗大、寿命短、点发射光分布不均匀等弊端。本专利中使用的led紫外面光源则克服了这些缺点,具有单波长、光强高、低功耗、寿命长以及光分布均匀等突出优势,为实验与实际生产提供了设备上的可能。确定波长的紫外led面光源发射的波长稳定,能够发挥在特定波长处有较好吸收的光引发剂的较佳效果,使固化速度与固化效果都达到更高的标准。
[0013]
本发明对led紫外面光源光强及尺寸并没有特殊限制,但光强过小会影响,会降低
固化速度;光强过强,会提高光源成本。一般以100mw/cm
2-1500 mw/cm2为佳,更好的为200 mw/cm
2-1200 mw/cm2,最佳为300mw/cm
2-800 mw/cm2。
[0014]
本发明的进一步改进,切割设备设置在密封环境内装有吸尘器。将切割设备和切割工序设置在密封环境中可以避免切割过程中的产生的粉尘在车间内形成扬尘,起到了保护车间环境的作用,进一步地,在密封环境中装有吸尘器可以将切割过程中的粉尘进行回收,除了能够起到保护车间环境的作用,回收后的粉尘也是玻璃纤维增强复合材料,可以回收利用。
[0015]
本发明披露的一种基于plc控制系统的frp筋材生产工艺,使用上述的生产流水线,包括以下步骤:步骤一:将纤维纱架上连续玻璃纤维经过穿纱板合股后通过装有光敏树脂的浸胶槽,将连续玻璃纤维束进行连续浸渍;步骤二:在牵引设备的带动下,浸渍有光敏树脂的玻璃纤维束进入到第一光固化设备中进行初步光固化;步骤三:在牵引设备的带动下,经过初步光固化的玻璃纤维束经过成型模具和缠绕装置挤出多余的光敏树脂形成筋材状材料;步骤四:筋材状材料再牵引设备的带动下进入到第二光固化设备中进行再次光固化成型,形成最终的大直径连续玻璃纤维增强复合筋材材料;步骤五:在牵引设备的带动下,大直径连续玻璃纤维增强复合筋材材料进入切割装置根据事先设定好的长度进行切割分装。
[0016]
在上述步骤中,材料在第一光固化设备和第二光固化设备中被紫外连续照射时间介于10s-300s之间,牵引设备的牵引速度在3m/min-20m/min之间。
[0017]
照射时间仅需控制在10s-300s之间即可使热固性树脂完成固化,相比于传统的热固化工艺,大大提高了固化速度,节省了固化时间,另外,牵引设备的牵引速度在3m/min-20m/min之间,具体速度与led紫外面光源的长度有关。只要保证紫外连续照射时间介于10s-300s之间,保证连续玻璃纤维束在前进过程中得到充分的紫外光照射,完成光固化过程即可。
[0018]
本发明的有益效果:本发明能够将节能及减排的统一,具有连续高效、加工成本低廉及节能环保等优点。led紫外光源耗能低,相比于传统的汞光源或热固化所需的烘道,大大降低了能源消耗。另外,led紫外光源照射后的热固性树脂/玻璃纤维复合材料制品的气味极小,光固化过程反应充分,极大地减少了未固化的热固性树脂中挥发成分对空气的污染,达到了节能减排的统一。由于光固化装置体积较小装置简便,极大地节省了空间,其低功率也大大地降低了耗电量,加工成本低廉,为大规模的工厂化生产带来了相当大的益处。
附图说明
[0019]
图1是本发明披露的生产流水线结构示意图。
[0020]
图中,1-纤维纱架,2-穿纱板,3-浸胶槽,4-第一光固化设备,5-成型模具,6-缠绕装置,7-第二光固化设备,8-牵引设备,9-切割设备,10-控制台。
具体实施方式
[0021]
为了加深对本发明的理解,下面将结合附图和实施例对本发明做进一步详细描述,该实施例仅用于解释本发明,并不对本发明的保护范围构成限定。
[0022]
实施例:如图1所示,一种基于plc控制系统的frp筋材生产流水线,包括纤维纱架1、穿纱板2、浸胶槽3、光固化设备、成型模具5、缠绕设备、牵引设备8和切割设备9组成,光固化设备采用两个,设定为第一光固化设备4和第二光固化设备7,第一光固化设备4设置在浸胶槽3和成型模具5之间,第二光固化设备7设置在成型模具5和牵引设备8之间,第一光固化设备4与第二光固化设备7皆采用紫外光源,还包括控制台10,控制台10包括显示装置、操作装置和控制系统,该控制系统采用plc控制系统,控制台10通过线路连接到浸胶槽3和牵引设备8,控制台10连接到整个生产流水线的总控开关,浸胶槽3底部设置有重力传感器,牵引设备8设置有拉力传感器,重力传感器和拉力传感器连接到控制台10,控制台10还通过有线或者无线的方式连接到办公室监控系统或智能终端;在本实施例中,浸胶槽3内装有光敏树脂,该光敏树脂由由热固性树脂及光引发剂组成,光敏树脂中还加入1%-5%的紫外荧光粉中的一种或多种;紫外荧光粉为正磷酸钙荧光粉、焦磷酸锶荧光粉、镓酸镁荧光粉、硅酸锌荧光粉中的一种或多种混合,的热固性树脂为不饱和聚酯树脂、乙烯基树脂、环氧树脂或酚醛树脂,光引发剂为阳离子光引发剂。
[0023]
在本实施例中,第一光固化设备4采用金属材料制成的长方体箱体,该长方体箱体的内部上侧设置有与流水线生产方向垂直的若干波长在320nm-400nm之间的led紫外面光源,该长方体箱体的内部左侧、右侧和下侧三面采用镜面设置;第二光固化设备7采用金属材料制成的长方体箱体,该长方体箱体的内部上侧设置有与流水线生产方向平行的若干波长在320nm-400nm之间的led紫外面光源,该长方体箱体的内部左侧、右侧和下侧三面采用镜面设置。
[0024]
在本实施例中,切割设备9设置在密封环境内装有吸尘器。将切割设备9和切割工序设置在密封环境中可以避免切割过程中的产生的粉尘在车间内形成扬尘,起到了保护车间环境的作用,进一步地,在密封环境中装有吸尘器可以将切割过程中的粉尘进行回收,除了能够起到保护车间环境的作用,回收后的粉尘也是玻璃纤维增强复合材料,可以回收利用。
[0025]
一种基于plc控制系统的frp筋材生产工艺,使用本实施例,包括以下步骤:步骤一:将纤维纱架1上连续玻璃纤维经过穿纱板2合股后通过装有光敏树脂的浸胶槽3,将连续玻璃纤维束进行连续浸渍;步骤二:在牵引设备8的带动下,浸渍有光敏树脂的玻璃纤维束进入到第一光固化设备4中进行初步光固化;步骤三:在牵引设备8的带动下,经过初步光固化的玻璃纤维束经过成型模具5和缠绕装置6挤出多余的光敏树脂形成筋材状材料;步骤四:筋材状材料再牵引设备8的带动下进入到第二光固化设备7中进行再次光固化成型,形成最终的大直径连续玻璃纤维增强复合筋材材料;步骤五:在牵引设备8的带动下,大直径连续玻璃纤维增强复合筋材材料进入切割装置根据事先设定好的长度进行切割分装。
[0026]
在上述步骤中,材料在第一光固化设备4和第二光固化设备7中被紫外连续照射时
间介于10s-300s之间,牵引设备8的牵引速度在3m/min-20m/min之间。
[0027]
以上显示和描述了本发明的基本原理、主要特征及优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips