 商标分类
商标分类  商标转让
商标转让 
一种3D打印头的制作方法
 2021-02-23 03:02:06|
2021-02-23 03:02:06| 244|
244| 起点商标网
起点商标网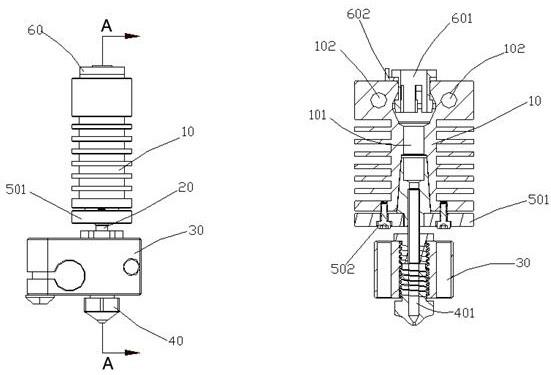
一种3d打印头
技术领域
[0001]
本实用新型涉及3d打印机结构设计领域,具体涉及一种3d打印头。
背景技术:
[0002]
fdm级的3d打印机其基本原理是电机驱动挤出轮,将耗材以丝状进料,经过过散热体、喉管,最终在喷嘴处加热化成微米级细丝并随着喷头的移动,按照3d模型截面轮廓通过堆积、凝固及成型,最终形成实物零件的过程。
[0003]
3d打印头的喉管上端与散热体连接,喉管下端与加热块以及喷嘴连接,喉管中间段为薄壁结构。其中,喉管与散热体相连段需要高热传导性能,确保散热及时,避免耗材软化导致的堵料;喉管与加热块喷嘴相连段需要高热传导性能,确保加热充分,避免耗材熔化不充分导致打印速度慢、打印精度低;喉管中间隔热段需要低热传导性能,确保阻隔下端的热量向上传递,从而避免上端的耗材软化导致的堵料。
[0004]
现有的3d打印头,其喉管为整体结构件,其材质不可能既具有高热传导性能又具有低热传导性能,因此目前喉管都是选用不锈钢或者钛合金材质加工,其综合性能不是最佳。
技术实现要素:
[0005]
鉴于上述现有技术存在的不足,本实用新型提供了一种3d打印头。
[0006]
本实用新型采用的技术方案是:提供一种3d打印头,包括依次连接的散热体、喉管、加热块和喷嘴,所述喉管连通散热体进料通道和喷嘴腔,其中,
[0007]
所述喉管为组合式喉管,包括散热部、隔热部和吸热部,所述散热部连接所述散热体,所述吸热部连接所述加热块,所述隔热部位于所述散热体和加热块之间;
[0008]
所述隔热部的上侧压接至所述散热部内,下侧压接至所述吸热部内;所述隔热部为不锈钢管,所述散热部、吸热部为紫铜材质。
[0009]
作为对上述方案的改进,所述散热部外侧光滑,所述散热部穿入至所述散热体内,与所述散热体紧密配合,所述吸热部可拆卸连接所述加热块。
[0010]
作为对上述方案的改进,所述散热部包括装配部和固定部,所述装配部呈圆台状,所述固定部呈圆柱状,所述固定部的直径小于所述装配部;所述装配部穿入至所述散热体内,在所述固定部上紧密套设有固定环,所述固定环通过螺栓与所述散热体连接。
[0011]
作为对上述方案的改进,所述散热部呈圆柱状,在所述散热部的侧壁上开设环形凹槽,在所述散热体上对应开设有至少一个螺纹孔,顶丝从外至内穿过该螺纹孔后顶紧在该环形凹槽上。
[0012]
作为对上述方案的改进,在所述散热部的下侧间隔设置有两个矩形安装槽,在所述散热体上对应设置有两个凸块,所述两个凸块卡入至所述矩形安装槽内。
[0013]
作为对上述方案的改进,所述不锈钢管的侧壁厚度为0.22mm~0.27mm。
[0014]
作为对上述方案的改进,所述散热体包括连接部,在该连接部上开设有连接孔。
[0015]
作为对上述方案的改进,在所述散热体进料通道的入口处连接有连接器,该连接器包括卡爪,卡爪下部插入至该入口内,卡爪上部卡接在所述散热体的顶面上,在所述卡爪上部与所述散热体的顶面之间嵌设有卡簧。
[0016]
作为对上述方案的改进,在所述散热体上连接有转接头,转接头下侧可拆卸连接至所述散热体上,在转接头上侧间隔设置有第一卡环和第二卡环,在该第一卡环与第二卡环之间限定出一环状凹进;该转接头包括入料通道,该入料通道连通散热体进料通道,在该入料通道的入口处连接有连接器。
[0017]
有益效果:本实用新型所提供的3d打印头,其喉管为组合式喉管,所述散热部、隔热部、吸热部分体式加工后组装为一体结构,所述散热部、吸热部采用传热性能优良的紫铜材质,所述隔热部采用强度高且传热性能较低的不锈钢管,实现了喉管分段热传导,在保证喉管隔热功能的前提下,提升了散热部和吸热部的热传导性能,更好的解决了3d打印堵料问题。
附图说明
[0018]
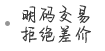
图1是本申请第一实施例中3d打印头的结构示意图;
[0019]
图2是本申请第一实施例中喉管的结构示意图;
[0020]
图3是本申请第二实施例中3d打印头的结构示意图;
[0021]
图4是本申请第二实施例中喉管的结构示意图;
[0022]
图5是本申请第三实施例中喉管的结构示意图。
具体实施方式
[0023]
在本实用新型的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量,由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连接。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
[0024]
下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
[0025]
本实用新型第一实施例提供了一种3d打印头,请参阅图1,图1示出了本实施例中所述3d打印头的外形结构及纵向剖面结构,该3d打印头包括依次连接的散热体10、喉管20、加热块30和喷嘴40,所述喉管20连通散热体进料通道101和喷嘴腔401,3d打印原料通过该散热体进料通道进料,通过喉管30,由加热块30加热熔融后由喷嘴40喷出,完成3d打印。
[0026]
请结合参阅图2,图2示出了本实用新型第一实施例中所述喉管20的外形结构及纵
向剖面结构,本实施例中,所述喉管20为组合式喉管,包括散热部21、隔热部22和吸热部23。其中,所述散热部21连接所述散热体10,确保散热及时,避免耗材软化导致的堵料;所述吸热部23连接所述加热块30,用于确保耗材加热充分,避免耗材熔化不充分;所述隔热部22位于所述散热体10和加热块30之间,用于阻隔下端的热量向上传递,同时作为散热体10和加热块30的连接件。
[0027]
其中,所述隔热部22的上侧压接至所述散热部21内,所述隔热部22的下侧压接至所述吸热部23内,优选所述隔热部22的上侧过盈压接至所述散热部21内,所述隔热部22的下侧过盈压接至所述吸热部23内,以确保所述散热部21与散热体10、所述吸热部23与加热块30之间为紧密配合,提高喉管20与散热体10、加热块30之间的连接强度。
[0028]
本实施例中,所述散热部21、吸热部23为紫铜材质,该紫铜的导热系数为318~330w/ m
·
k,紫铜优良的导热性能使得加热块30的热量可通该吸热部23高效传递至吸热部23通道内的耗材,将其熔化,从而使耗材通过喷嘴40高效喷出;紫铜优良的导热性能使得由加热块30向上传递的部分热量可通过散热部21快速传导至散热体10,并通过散热体10散出至外界环境中,克服了散热部21的耗材软化导致的堵料问题。
[0029]
所述隔热部22为不锈钢管,该不锈钢管的导热系数为12~18 w/m
·
k,优选所述隔热部22设置为sus303不锈钢管,不锈钢相对较低的热传导性能,可有效阻隔所述吸热部23的热量向上传递,进一步避免散热部21的耗材软化导致堵料;同时,sus303不锈钢管赋予所述隔热部22以高强度,提高了散热体10和加热块30的连接强度,可承受质量较大的加热块30及喷嘴40的快速移动,实现快速打印。
[0030]
在其他的实施方式中,所述隔热部22也可以设置为钛合金管,该钛合金管的导热系数为10~15 w/m
·
k,优选所述隔热部22设置为tc4钛合金管。
[0031]
进一步的,所述不锈钢管的侧壁厚度为0.22mm~0.27mm,以在保证直管体足够强度的前提下有效减少加热块30传递至散热部21的热量,有效降低3d打印过程中耗材堵塞的现象。优选的,所述不锈钢管的侧壁厚度设置为0.25mm。
[0032]
本实施例中,所述散热部21外侧光滑,所述散热部21穿入至所述散热体10内,与所述散热体10紧密配合,所述吸热部23通过螺纹可拆卸连接所述加热块30。
[0033]
相较于现有的喉管上端通过螺纹与散热体连接,本实施例中所述散热部21光滑的外壁,使喉管20与散热体10的接触面积增大,提高了3d打印头的整体散热性能,避免耗材软化导致堵料。
[0034]
进一步的,所述散热部21包括装配部211和固定部212,所述装配部211呈圆台状,所述装配部211穿入至所述散热体10内,装配部211倾斜的侧壁使得散热部21与散热体10的配合更紧密,散热性能更高。
[0035]
所述固定部212呈圆柱状,所述固定部212的直径小于所述装配部211,在所述固定部212上紧密套设有固定环501,所述固定环501通过螺栓502与所述散热体10连接,螺栓502从散热体的下侧旋入至所述固定环501及散热体10底部的螺栓孔内。优选所述固定环501与散热体10材质相同。
[0036]
进一步的,本实施例中,在所述散热体进料通道101的入口处还连接有连接器60,用于在3d打印头未使用时封闭其原料入口,防止污染3d打印通道。
[0037]
更进一步的,该连接器60包括卡爪601,卡爪601下部插入至原料入口内并卡紧,卡
爪601上部卡接在所述散热体10的顶面上,在所述卡爪601上部与所述散热体10的顶面之间嵌设有卡簧602,以确保3d打印通道密闭。
[0038]
优选的,所述卡爪601、卡簧602均为塑料件。
[0039]
本实施例中,所述散热体10包括连接部,在该连接部上开设有连接孔102,该3d打印头可通过所述连接孔102连接特定型号的3d打印机。
[0040]
本实用新型第二实施例提供了一种3d打印头,请参阅图3,图3示出了本实施例中所述3d打印头的外形结构及纵向剖面结构,该3d打印头包括依次连接的散热体10、喉管20、加热块30和喷嘴40,所述喉管20连通散热体进料通道101和喷嘴腔401,3d打印原料通过该散热体进料通道101进料,通过喉管30,由加热块30加热熔融后由喷嘴40喷出,完成3d打印。
[0041]
请结合参阅图4,图4示出了本实用新型第二实施例中所述喉管20的外形结构及纵向剖面结构,本实施例中,所述喉管20为组合式喉管,包括散热部21、隔热部22和吸热部23。其中,所述散热部21连接所述散热体10,所述吸热部23连接所述加热块30,所述隔热部22位于所述散热体10和加热块30之间。
[0042]
其中,所述隔热部22的上侧压接至所述散热部21内,所述隔热部22的下侧压接至所述吸热部23内,优选所述隔热部22的上侧过盈压接至所述散热部21内,所述隔热部22的下侧过盈压接至所述吸热部23内,以确保所述散热部21与散热体10、所述吸热部23与加热块30之间为紧密配合,提高喉管20与散热体10、加热块30之间的连接强度。
[0043]
本实施例中,所述散热部21、吸热部23为紫铜材质,该紫铜的导热系数为318~330w/ m
·
k,紫铜优良的导热性能使得加热块30的热量可通该吸热部23高效传递至吸热部23通道内的耗材,将其熔化,从而使耗材通过喷嘴40高效喷出;紫铜优良的导热性能使得由加热块30向上传递的热量可通过散热部21快速传导至散热体10,并通过散热体10散出至外界环境中,克服了散热部21的耗材软化导致的堵料问题。
[0044]
所述隔热部22为不锈钢管,该不锈钢管的导热系数为12~18 w/m
·
k,优选所述隔热部22设置为sus303不锈钢管,不锈钢相对较低的热传导性能,可有效阻隔所述吸热部23的热量向上传递,进一步避免散热部21的耗材软化导致堵料;同时,sus303不锈钢管赋予所述隔热部22以高强度,提高了散热体10和加热块30的连接强度,可承受质量较大的加热块30及喷嘴40的快速移动,实现快速打印。
[0045]
进一步的,所述不锈钢管的侧壁厚度为0.22mm~0.27mm,以在保证直管体足够强度的前提下有效减少加热块30传递至散热部21的热量,有效降低3d打印过程中耗材堵塞的现象。优选的,所述不锈钢管的侧壁厚度设置为0.25mm。
[0046]
本实施例中,所述散热部21外侧光滑,所述散热部21穿入至所述散热体10内,与所述散热体10紧密配合,所述吸热部23通过螺纹可拆卸连接所述加热块30。
[0047]
相较于现有的喉管上端通过螺纹与散热体连接,本实施例中所述散热部21光滑的外壁,使喉管20与散热体10的接触面积增大,提高了3d打印头的整体散热性能,避免耗材软化导致堵料。
[0048]
本实施例中,所述散热部21呈圆柱状,可以理解的,所述散热部21也可以设置为圆台状等其他形状。在所述散热部21的侧壁上开设有环形凹槽,在所述散热体10上对应开设有至少一个螺纹孔,顶丝503从外至内穿过该螺纹孔后顶紧在该环形凹槽壁上。
[0049]
由于3d打印头很小,散热体10底部与加热块30顶部之间距离非常短,所述顶丝503
从散热体10的侧部旋入,连接所述散热体10和所述喉管20,较从散热体10底部旋入螺栓,拆装更加便利。
[0050]
本实施例中,在所述散热体10上连接有转接头70,该3d打印头可通过所述转接头70连接特定型号的3d打印机,所述转接头70下侧通过螺纹可拆卸连接至所述散热体10上,在转接头70上侧间隔设置有第一卡环701和第二卡环702,在该第一卡环701与第二卡环702之间限定出一环状凹进703,该3d打印头通过所述环状凹进703连接3d打印机。
[0051]
可以理解的,本实用新型所提供的3d打印头,所述转接头70的结构并不局限于图3中示出的结构,可根据3d打印机的不同结构适应性连接不同结构的转接头至散热体上,当所述散热体10上连接不同结构的转接头70时,该3d打印头可与不同型号的3d打印机匹配安装,市场兼容性大幅度提升。
[0052]
进一步的,在一个优选的实施方式中,所述散热体10包括还连接部,在该连接部上开设有连接孔102,拆下所述转接头70后,该3d打印头也可通过所述连接孔102连接特定型号的3d打印机,所述连接孔102可以为螺纹孔或光孔。
[0053]
本实施例中,所述转接头70包括入料通道,该入料通道连通散热体进料通道101,在所述入料通道的入口处还连接有连接器60,用于在3d打印头未使用时封闭其原料入口,防止污染3d打印通道。
[0054]
所述连接器60包括卡爪601,所述卡爪601下部插入至该入口内,卡爪601上部卡接在所述第一卡环701的顶面上,在所述卡爪601上部与所述第一卡环701的顶面之间嵌设有卡簧602。
[0055]
本实用新型第三实施例提供了一种3d打印头,所述3d打印头与上述第一实施例、第二实施例不同的是喉管的结构,请参阅图5,图5示出了本实施例中所述喉管的外形结构及纵向剖面结构,本实施例中,所述喉管为组合式喉管,包括散热部21、隔热部22和吸热部23。其中,所述散热部21连接所述散热体,所述吸热部23连接所述加热块,所述隔热部22位于所述散热体和加热块之间。
[0056]
其中,所述隔热部22的上侧压接至所述散热部21内,所述隔热部22的下侧压接至所述吸热部23内,优选所述隔热部22的上侧过盈压接至所述散热部21内,所述隔热部22的下侧过盈压接至所述吸热部23内。
[0057]
本实施例中,所述散热部21、吸热部23为紫铜材质,该紫铜材质的导热系数为318~330w/ m
·
k,紫铜优良的导热性能使得加热块的热量可通该吸热部23高效传递至吸热部23通道内的耗材;紫铜优良的导热性能使得由加热块向上传递的热量可通过散热部21快速传导至散热体,并通过散热体散出至外界环境中,克服了散热部21的耗材软化导致的堵料问题。
[0058]
所述隔热部22为不锈钢管,该不锈钢管的导热系数为12~18 w/m
·
k,优选所述隔热部22设置为sus303不锈钢管,不锈钢相对较低的热传导性能,可有效阻隔所述吸热部23的热量向上传递,进一步避免散热部21的耗材软化导致堵料;同时,sus303不锈钢管赋予所述隔热部22以高强度,提高了散热体和加热块的连接强度,可承受质量较大的加热块及喷嘴的快速移动,实现快速打印。
[0059]
进一步的,所述不锈钢管的侧壁厚度为0.22mm~0.27mm,以在保证直管体足够强度的前提下有效减少加热块传递至散热部21的热量,有效降低3d打印过程中耗材堵塞的现
象。优选的,所述不锈钢管的侧壁厚度设置为0.25mm。
[0060]
本实施例中,所述散热部21外侧光滑,所述散热部21穿入至所述散热体内,与所述散热体紧密配合,所述吸热部23通过螺纹可拆卸连接所述加热块。
[0061]
相较于现有的喉管上端通过螺纹与散热体连接,本实施例中所述散热部21光滑的外壁,使喉管与散热体的接触面积增大,提高了3d打印头的整体散热性能,避免耗材软化导致堵料。
[0062]
本实施例中,所述散热部21设置为圆柱状,所述散热部21穿入至所述散热体内,与所述散热体紧密配合,在所述散热部21的下侧间隔设置有两个矩形安装槽213,相应的,在散热体上对应设置有两个凸块,所述两个凸块卡入至所述矩形安装槽213内,以使喉管与散热体连接。
[0063]
可以理解的,本实施例中,喉管可与散热体通过如实施例一中所述的螺栓及实施例二中所述的顶丝进行进一步连接,以提高喉管与散热体的连接强度。
[0064]
本实施例中的3d打印头与第一实施例和/或第二实施例中3d打印头相同的结构部分,在此不再赘述。
[0065]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips