 商标分类
商标分类  商标转让
商标转让 
对花立体口罩机的制作方法
 2021-02-22 01:02:34|
2021-02-22 01:02:34| 279|
279| 起点商标网
起点商标网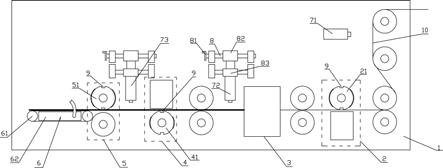
[0001]
本实用新型涉及用于生产口罩的口罩机,具体涉及一种对花立体口罩机。
背景技术:
[0002]
现有的印花立体口罩的结构包括:层状结构的口罩本体,在口罩本体左右的中间处焊接有一个弧形焊边,口罩本体能关于弧形焊边左右对称相折,口罩本体外表面的左右两侧分别印有图案,口罩本体的边沿均通过超声焊接留下的焊边进行封闭,在口罩本体的左右两侧分别焊接有一个耳挂。
[0003]
现有的立体口罩机的结构包括:机架,在机架上设置有一焊机构、对折机构、二焊机构、分切定型机构、向外输送机构、输送辊组、张紧辊、控制器,机架上的输送辊组能将用于生产口罩本体的层叠布由后向前输送着依次经过一焊机构、对折机构、二焊机构、分切定型机构,机架上的张紧辊能对层叠布进行张紧,层叠布由原料布按照顺序上下对齐相叠而成,一焊机构的结构包括:第一焊辊和第一超声焊机,第一焊辊上设置有由若干个凸点排列形成的焊接形模,焊接形模的形状与口罩本体边沿的封边焊边相对应,封边焊边指的是用于封闭口罩本体的上、下、左、右侧边沿的焊边,第一焊辊和第一超声焊机上下相对布置,第一超声焊机在焊辊上的焊接形模对层叠布进行按压后才能对层叠布进行热熔焊接,层叠布会从第一焊辊和第一超声焊机之间经过,工作时,第一焊辊会由电机驱动恒速旋转,使得焊接形模能对层叠布进行间歇按压,从而使第一超声焊机能在层叠布上间隔着焊接出一个个口罩本体的封边焊边;对折机构采用三角板对层叠布进行对折,从而使每个封边焊边左右对称相折;二焊机构的结构包括:第二焊辊和第二超声焊机,第二焊辊上设置有弧形凸边,第二焊辊和第二超声焊机上下相对布置,第二超声焊机在焊辊上的弧形凸边对层叠布进行按压后才能对层叠布进行热熔焊接,对折后的层叠布会从第二焊辊和第二超声焊机之间经过,工作时,第二焊辊会由电机驱动恒速旋转,使得弧形凸边能对对折的层叠布进行间歇按压,从而使第二超声焊机能将每个封边焊边对应的口罩本体上的弧形焊边焊接出来;分切定型机构的结构包括:分切辊和压辊,分切辊和压辊上下相对布置,分切辊上设置有凸起的切割形模,切割形模的形状与口罩本体对折时的外轮廓相对应,切割形模将对折的层叠布按压于压辊上后能对对折的层叠布进行切割,对折后的层叠布会从分切辊和压辊之间经过,工作时,分切辊和压辊会由电机驱动恒速旋转,使得切割形模能将对折的层叠布间歇着按压于压辊上,从而使切割形模能依次将各个相对应的封边焊边和弧形焊边所对应的口罩本体部分从对折的层叠布上切割下来;接下来切割后的层叠布连着切割下来的口罩本体会被向外输送机构一起向外输送。
[0004]
为了生产印花立体口罩,层叠布上的最上面一层原料布在层叠之前需要先在其表面沿着布长度方向并排间隔印刷若干组图案,每一组图案均用于生产一个印花立体口罩。在口罩生产时,各组图案所在区域都会被用于生产口罩本体,这样才能使生产出来的每个口罩本体都带上图案。
[0005]
但是现有的立体口罩机不适合用于生产印花立体口罩,这是因为各个两组相邻图
案之间的间距由于印刷原因本身就存在不相等的情况、另外层叠布在口罩机中被输送的过程中会因为张力改变而伸缩,这样就会导致层叠布上的各组图案分布的更加不均匀,但是输送辊组的输送速度是恒定的,这样每组图案到达一焊机构、二焊机构、分切定型机构的时间就会不同,并且由于一焊机构、二焊机构、分切定型机构中的焊辊和分切辊都是恒速旋转,这样生产出来的口罩本体就会存在图案不在规定区域的情况,严重的,焊接或者切割还会在图案上进行,这样就会大大影响口罩的外观质量。
技术实现要素:
[0006]
本实用新型所要解决的技术问题是:将提供一种能保证口罩图案位于口罩本体规定区域内的对花立体口罩机。
[0007]
为了解决上述问题,本实用新型所采用的技术方案为:对花立体口罩机,包括:机架,在机架上设置有一焊机构、对折机构、二焊机构、分切定型机构、向外输送机构、输送辊组、张紧辊、控制器,机架上的输送辊组能将用于生产口罩本体的层叠布由后向前输送着依次经过一焊机构、对折机构、二焊机构、分切定型机构,机架上的张紧辊能对层叠布进行张紧,其特征在于:一焊机构中的第一焊辊、二焊机构中的第二焊辊、分切定型机构中的分切辊均由伺服电机驱动旋转,并且每个辊均与一个编码器相连,在机架上还设置有三个用于感应层叠布上色标检测基准线的色标传感器,它们分别为第一色标传感器、第二色标传感器、第三色标传感器,第一色标传感器位于一焊机构的后方、与一焊机构相配合使用,第二色标传感器位于对折机构和二焊机构之间、与二焊机构相配合使用,第三色标传感器位于二焊机构和分切定型机构之间、与分切定型机构相配合使用,三个色标传感器、三个编码器、三个伺服电机分别与控制器相电连接。
[0008]
进一步的,前述的对花立体口罩机,其中:向外输送机构的结构包括:一个皮带输送机,皮带输送机的皮带上设置有网孔,在皮带输送机的上、下侧皮带之间设置有一个风箱,风箱与一个抽风机相连,风箱的上表面上也设置有网孔,抽风机对风箱进行抽风后,风箱能通过其上表面上的网孔进行吸风,然后风箱就能通过皮带上的网孔将切割后的层叠布连带着分离出来的口罩本体吸附于皮带上,从而能防止切割后的层叠布和分离出来的口罩本体因松散而无法被皮带输送机正常向外输送。
[0009]
进一步的,前述的对花立体口罩机,其中:第二、第三色标传感器分别安装于一个位置调节机构上,使得第二、第三色标传感器的前后位置能通过位置调节机构进行调节,位置调节机构的结构为:在机架上设置有通过轴承安装的前后走向的丝杠,在丝杠的一端上设置有用于驱动丝杠旋转的摇柄,在机架上还设置有一个前后走向的直线导轨,在丝杠上螺纹连接有一个螺母,螺母与直线导轨上的滑块相固定,使得丝杠旋转后螺母能带着滑块前后移动,色标传感器与滑块相固定。
[0010]
进一步的,前述的对花立体口罩机,其中:在第一焊辊、第二焊辊、分切辊上均设置有沿着辊的轴向布置的避让槽。
[0011]
本实用新型的优点为:所述的对花立体口罩机能通过改变第一焊辊、第二焊辊、分切辊的转速来匹配各组图案到达的时间,使得一焊工序、二焊工序、分切定型工序均能在合适的位置进行,从而使生产出来的口罩本体上的图案能位于规定的区域内,这样就能保证口罩的外观质量。
附图说明
[0012]
图1为本实用新型所述的对花立体口罩机的结构示意图。
[0013]
图2为图1中所示的层叠布未被用于生产口罩时的结构示意图。
[0014]
图3为层叠布经过一焊工序后的结构示意图。
[0015]
图4为层叠布经过对折工序后的结构示意图。
[0016]
图5为层叠布经过二焊工序后的结构示意图。
[0017]
图6为层叠布经过分切定型工序后的结构示意图。
[0018]
图7为印花立体口罩对折时的结构示意图。
具体实施方式
[0019]
下面结合具体实施例和附图对本实用新型作进一步的详细描述。
[0020]
如图1所示,对花立体口罩机,包括:机架1,在机架1上设置有一焊机构2、对折机构3、二焊机构4、分切定型机构5、向外输送机构6、输送辊组、张紧辊、控制器,机架1上的输送辊组能将用于生产口罩本体的层叠布10由后向前输送着依次经过一焊机构2、对折机构3、二焊机构4、分切定型机构5,机架1上的张紧辊能对层叠布10进行张紧,一焊机构2中的第一焊辊21、二焊机构4中的第二焊辊41、分切定型机构5中的分切辊51均由伺服电机驱动旋转,并且每个辊均与一个编码器相连,在机架1上还设置有三个用于感应层叠布10上色标检测基准线102的色标传感器,它们分别为第一色标传感器71、第二色标传感器72、第三色标传感器73,第一色标传感器71位于一焊机构2的后方、与一焊机构2相配合使用,第二色标传感器72位于对折机构3和二焊机构4之间、与二焊机构4相配合使用,第三色标传感器73位于二焊机构4和分切定型机构5之间、与分切定型机构5相配合使用,三个色标传感器、三个编码器、三个伺服电机分别与控制器相电连接。
[0021]
在本实施例中,向外输送机构6的结构包括:一个皮带输送机61,皮带输送机61的皮带上设置有网孔,在皮带输送机61的上、下侧皮带之间设置有一个风箱62,风箱62与一个抽风机相连,风箱62的上表面上也设置有网孔,抽风机对风箱62进行抽风后,风箱62能通过其上表面上的网孔进行吸风,然后风箱62就能通过皮带上的网孔将切割后的层叠布10连带着分离出来的口罩本体103吸附于皮带上,从而能防止切割后的层叠布10和分离出来的口罩本体103因松散而无法被皮带输送机61正常向外输送。
[0022]
第二、第三色标传感器72、73分别安装于一个位置调节机构上,使得第二、第三色标传感器72、73的前后位置能通过位置调节机构进行调节,位置调节机构的结构为:在机架1上设置有通过轴承安装的前后走向的丝杠8,在丝杠8的一端上设置有用于驱动丝杠8旋转的摇柄81,在机架1上还设置有一个前后走向的直线导轨,在丝杠8上螺纹连接有一个螺母82,螺母82与直线导轨上的滑块83相固定,使得丝杠8旋转后螺母82能带着滑块83前后移动,色标传感器与滑块83相固定。
[0023]
在第一焊辊21、第二焊辊41、分切辊51上均设置有沿着辊的轴向布置的避让槽9。设置避让槽9后能减少辊子对层叠布的摩擦带动,从而能减少对层叠布行进速度的影响,使得层叠布能匀速前进。
[0024]
为了配合本实用新型所述的对花立体口罩机生产印花立体口罩,层叠布10上的最上面一层原料布在印刷每组图案101的时候在每组图案101的前方在配印一条沿着宽度方
向布置的色标检测基准线102。
[0025]
层叠布10未被用于生产口罩时的结构如图2所示。
[0026]
层叠布10上的每组图案101在经过第一色标传感器71时其前方的与之紧邻的色标检测基准线102会首先被第一色标传感器71检测感应到,此时第一色标传感器71会发送信号给控制器,由于已知层叠布10行进的速度以及色标检测基准线102所对应的图案101行进至第一焊辊21下方的距离,所以控制器能计算出该色标检测基准线102对应的图案101到达第一焊辊21下方的时间,控制器在根据编码器得到第一焊辊21上焊接形模的位置后,控制器就能通过控制伺服电机来调节第一焊辊21的转速,使得第一焊辊21上的焊接形模在每组图案101到达第一焊辊21下方时能正好转动至下方对图案101所在区域进行一焊工序。层叠布10经过一焊工序后的结构如图3所示。
[0027]
层叠布10经过对折工序后的结构如图4所示。
[0028]
层叠布10上的每组图案101在经过第二色标传感器72时其前方的与之紧邻的色标检测基准线102会首先被第二色标传感器72检测感应到,此时第二色标传感器72会发送信号给控制器,由于已知层叠布10行进的速度以及色标检测基准线102所对应的图案101行进至第二焊辊41下方的距离,所以控制器能计算出该色标检测基准线102对应的图案101到达第二焊辊41下方的时间,控制器在根据编码器得到第二焊辊41上弧形凸边的位置后,控制器就能通过控制伺服电机来调节第二焊辊41的转速,使得第二焊辊41上的弧形凸边在每组图案101到达第二焊辊41下方时能正好转动至下方对图案101所在区域进行二焊工序。层叠布10经过二焊工序后的结构如图5所示。
[0029]
层叠布10上的每组图案101在经过第三色标传感器73时其前方的与之紧邻的色标检测基准线102会首先被第三色标传感器73检测感应到,此时第三色标传感器73会发送信号给控制器,由于已知层叠布10行进的速度以及色标检测基准线102所对应的图案101行进至分切辊51下方的距离,所以控制器能计算出该色标检测基准线102对应的图案101到达分切辊51下方的时间,控制器在根据编码器得到分切辊51上切割形模的位置后,控制器就能通过控制伺服电机来调节分切辊51的转速,使得分切辊51上的切割形模在每组图案101到达分切辊51下方时能正好转动至下方对图案101所在区域进行分切定型工序。层叠布10经过分切定型工序后的结构如图6所示。
[0030]
口罩本体两侧焊接完耳挂后的印花立体口罩的结构如图7所示。
[0031]
本实用新型所述的对花立体口罩机能通过改变第一焊辊21、第二焊辊41、分切辊51的转速来匹配各组图案101到达的时间,使得一焊工序、二焊工序、分切定型工序均能在合适的位置进行,从而使生产出来的口罩本体上的图案能位于规定的区域内,这样就能保证口罩的外观质量。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips