 商标分类
商标分类  商标转让
商标转让 
太阳能组件背面、正面末次点检、包装一体化设备的制作方法
 2021-02-19 14:02:46|
2021-02-19 14:02:46| 300|
300| 起点商标网
起点商标网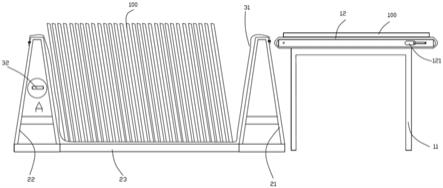
[0001]
本实用新型涉及太阳能组件生产技术领域,尤其涉及一种太阳能组件背面、正面末次点检、包装一体化设备。
背景技术:
[0002]
太阳能组件生产过程中,组件组装完毕后,还需要进行末次点检,检查内容包括背面的缺陷和正面的缺陷,点检工序配置两名工作人员,点检之后转移至包装工序,再由另外的两名人员进行包装,操作过程繁琐,而且需要多次对组件进行大角度翻转、移动,很容易造成组件的损伤,造成内部电池片的隐裂。
技术实现要素:
[0003]
有必要提出一种太阳能组件背面、正面末次点检、包装一体化设备。
[0004]
一种太阳能组件背面、正面末次点检、包装一体化设备,包括背面检查平台、正面检查平台,正面检查平台设置在背面检查平台的输出端,所述背面检查平台包括支撑架、输送机构,所述支撑架为刚性框架,立于地面上,所述输送机构传动设置于支撑架上,其上方用于放置待检太阳能组件,所述正面检查平台包括第一梯形架、第二梯形架及设置于第一梯形架、第二梯形架之间的托盘,第一梯形架具有倾斜的左侧侧壁,第二梯形架具有倾斜设置的右侧侧壁,用于太阳能组件倾斜倚靠。
[0005]
优选的,还在第一梯形架、第二梯形架的倾斜侧壁上包裹柔性层。
[0006]
优选的,所述第一梯形架、第二梯形架固定设置于地面上,托盘活动设置于第一梯形架、第二梯形架之间,便于从二者之间的空间垂直拉出。
[0007]
优选的,所述一体化设备还包括打包组件,打包组件包括纵向打包带、横向打包带,所述纵向打包带为至少两根,纵向打包带的两端搭接于第一梯形架、第二梯形架上,并卡接于第一梯形架、第二梯形架的两侧,其中间部分平铺于第一梯形架、第二梯形架的倾斜侧壁及托盘的平面上,以使检查后的组件放置于纵向打包带的上方,所述横向打包带设置一个卷盘,用于提前储存一定长度的横向打包带,所述卷盘转动设置于第二梯形架上。
[0008]
优选的,所述打包组件还包括校直架,校直架包括横向底板、垂直竖板,横向地板用于插入在托盘下方,垂直竖板与横向底板垂直连接,垂直竖板的高度大于组件高度的1/2。
[0009]
优选的,所述输送机构包括传动电机、传动轴、同步带,传动电机连接传动轴,传动轴连接同步带。
[0010]
优选的,所述一体化设备还包括称重计数单元,所述称重计数单元包括称重传感器、提示装置,称重传感器与提示装置连接,提示装置接收称重传感器的信号,并显示,用于提示人员托盘上的组件数量以达到预设数量,所述托盘包括上盘、下盘及设置于二者之间的称重传感器,在下盘下方设置地轮,用于垂直移动托盘,上盘上方用于放置组件,所述称重传感器的上端固定支撑上盘,下端固定连接下盘。
[0011]
优选的,提示装置为显示灯或报警器。
[0012]
本实用新型中,检查、包装过程两个工序,只需要将组件搬动了一次,且组件搬动时旋转角度为90度。点检过程和包装过程一体化操作,只需要2名人员即可完成。既节约了人工成本,也缩短了、简化了操作流程,提高了劳动效率。
附图说明
[0013]
图1为本装置的示意图。
[0014]
图2为图1中a处的局部放大图。
[0015]
图3为第二梯形架22的左视图。
[0016]
图4为背面检查平台的左视图。
[0017]
图5为另一种实施方式的托盘23的示意图。
[0018]
图6为校直架34的示意图。
[0019]
图7-9为设置了校直架的本装置的三种状态示意图。
[0020]
图10为包装后托盘带动组件移出的俯视示意图。
[0021]
图11为使用本装置组件反转的示意图。
[0022]
图12为现有技术中的组件点检包装示意图。
[0023]
图中:支撑架11、输送机构12、传动电机121、传动轴122、同步带123、第一梯形架21、第二梯形架22、托盘23、上盘231、下盘232、称重传感器233、纵向打包带31、横向打包带32、卷盘33、校直架34、横向底板341、垂直竖板342、称重传感器41、太阳能组件100、背面101,正面102。
具体实施方式
[0024]
为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0025]
参见图1-6,本实用新型实施例提供了一种太阳能组件背面、正面末次点检、包装一体化设备,包括背面检查平台、正面检查平台、称重计数单元,正面检查平台设置在背面检查平台的输出端,所述背面检查平台包括支撑架11、输送机构12,所述支撑架11为刚性框架,立于地面上,所述输送机构12传动设置于支撑架11上,其上方用于放置待检太阳能组件,所述正面检查平台包括第一梯形架21、第二梯形架22及设置于第一梯形架21、第二梯形架22之间的托盘23,第一梯形架21具有倾斜的左侧侧壁,第二梯形架22具有倾斜设置的右侧侧壁,用于太阳能组件100倾斜倚靠,称重计数单元用于实时检测托盘23上组件的总重量,并向人员发出提示信息。
[0026]
本方案中,每一块组件背传送至背面检查平台上,人员对背面进行检查,然后将组件抬放在两个梯形架之间的托盘23上,紧靠第二梯形架22的右侧倾斜侧壁,抬放时,将组件旋转90度即可,保持组件的正面朝向背面检查平台设置,即朝向检查人员设置,此时人员可以直接对其正面进行检查。
[0027]
该过程中,在背面检查平台上实现了背面101的检查,在斜靠在第二梯形架22上实
现了正面102的检查,并且该过程只需要将组件抬放移动一次,待放置30块组件后,开始包装,此时,只需将每一块组件的上边向右小角度移动,保持其直立,即可将横向打包带32和纵向打包带31抽紧包装,包装后再将放置组件的托盘23移出。
[0028]
上述检查、包装过程,只将组件搬动了一次,且组件搬动时旋转角度为90度。点检过程和包装过程一体化操作,只需要2名人员即可完成。
[0029]
而原有技术中,背面检查完毕后,将组件翻转180度,使正面102朝上设置,放置在托盘23上,此为第一次移动组件,人员检查完正面102后,叠放至30块之后,在准备另一个托盘23,依次将每一个组件翻转90度,保持直立状态,并移动在另一个托盘23上,待30件都直立之后,插入打包带,完成包装。该过程中,需要两个托盘23,需要移动组件2次,其第一次翻转180度,第二次翻转90度,均为大范围翻转,极大增加了组件机械破坏的几率,并且增加了操作的难度,降低了劳动效率。而且该包装过程与点检过程是分立的,需要配置单独的包装人员2名,点检人员2名,也增加了劳动成本。参见图7-9、图10、11、12。
[0030]
进一步,还在第一梯形架21、第二梯形架22的倾斜侧壁上包裹柔性层。避免对组件的机械碰撞损坏。
[0031]
进一步,所述第一梯形架21、第二梯形架22固定设置于地面上,托盘23活动设置于第一梯形架21、第二梯形架22之间,便于从二者之间的空间垂直拉出。在一种实施例中,托盘23下方设置地轮,第一梯形架21、第二梯形架22通过螺杆固定在地面上。
[0032]
进一步,所述一体化设备还包括打包组件,打包组件包括纵向打包带31、横向打包带32,所述纵向打包带31为至少两根,纵向打包带31的两端搭接于第一梯形架21、第二梯形架22上,并卡接于第一梯形架21、第二梯形架22的两侧,其中间部分平铺于第一梯形架21、第二梯形架22的倾斜侧壁及托盘23的平面上,以使检查后的组件放置于纵向打包带31的上方,所述横向打包带32设置一个卷盘33,用于提前储存一定长度的横向打包带32,所述卷盘33转动设置于第二梯形架22上。
[0033]
进一步,所述打包组件还包括校直架34,校直架34包括横向底板341、垂直竖板342,横向地板用于插入在托盘23下方,垂直竖板342与横向底板341垂直连接,垂直竖板342的高度大于组件高度的1/2。
[0034]
该方案中,在检查完的组件放在在托盘23上之前,预先将横向打包带32和纵向打包带31设置好,按照包装要求,每30块打包一次,在检查的组件板数量达到30块时,暂停输送机构12的传动,将校直架34向靠近组件的方向推动,使最右侧的组件紧靠校直架34,保持竖直放置的状态,然后将每一个相邻的组件都紧靠右侧的组件保持竖直的状态,再将横向打包带32拉出,包围组件一圈拉紧包装,之后再将两根纵向打包带31拉出,包围组件一圈拉紧包装,从而完成包装,此时将校直架34撤回在第一梯形架21内部,沿着两个梯形架之间的空间,将托盘23拉出,完成一个批次的点检和包装。
[0035]
该过程中将包装带预先放置在组件下方,避免包装时为了插入包装带还需要二次移动组件,减少了组件搬运转移的次数,降低其机械损坏的概率。
[0036]
该步骤中,包装时为了保持组件的竖中状态,设置了校直架34,辅助组件直立,该校直架34活动设置于梯形架下方,包装时需要,则推向组件,完成后撤回,避免阻碍托盘23的拉出。若不设置该校直架34,单个组件的厚度较薄,保持竖直直立状态需要人工肉眼观察,误差较大,甚至使个别或多个组件不能保持竖直状态,包装后相互之间存在缝隙,导致
包装松动,组件之间相互摩擦损坏。
[0037]
进一步,所述输送机构12包括传动电机121、传动轴122、同步带123,传动电机121连接传动轴122,传动轴122连接同步带123。
[0038]
进一步,所述称重计数单元包括称重传感器41、提示装置,称重传感器41与提示装置连接,提示装置接收称重传感器41的信号,并显示,用于提示人员托盘23上的组件数量以达到预设数量,所述托盘23包括上盘231、下盘232及设置于二者之间的称重传感器41,在下盘232下方设置地轮,用于垂直移动托盘23,上盘231上方用于放置组件,所述称重传感器41的上端固定支撑上盘231,下端固定连接下盘232。在实现时,称重传感器41内部预设参考重量m0,该参数为30块组件板的总重量,称重传感器41实时检测托盘23上的组件总重量,并将检测的实时数据与m0比较,当比较结果小于预设偏差范围时,向提示装置发送一个信号,提示装置通过发声或发光的方式提醒人员数量已达到30块。该方案中,可以实现组件个数的计量,避免人员手动数数记录,计量准确且方便快捷。
[0039]
进一步,提示装置为显示灯或报警器。
[0040]
本实用新型实施例装置中的模块或单元可以根据实际需要进行合并、划分和删减。
[0041]
以上所揭露的仅为本专利文件较佳实施例而已,当然不能以此来限定本实用新型之权利范围,而且在不背离本实用新型的精神或 基本特征的情况下,能够以其他的具体形式实现本实用新型。本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本实用新型权利要求所作的等同变化,仍属于实用新型所涵盖的范围。因此,无论从哪一点来看,均应将 实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说 明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型 内。不应将权利要求中的任何标记视为限制所涉及的权利要求。
[0042]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包 含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当 将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员 可以理解的其他实施方式。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips